 英語
英語 スペイン語
スペイン語 金型の品質は製品の品質、生産効率、コストに直接関係します。これには皆さん異論はないと思います。金型の品質は金型テストを通じて見つけて解決する必要があるため、金型テストプロセスは射出成形企業にとって非常に重要です。
1. 金型のドライランテスト - 金型の動作を確認します。
A. 金型低圧下での金型開閉検査
1. 金型を高速、中速、低速で 3 回開閉します。開閉プロセス中に異音やブロック現象がないかどうかを確認します。
2. 金型の開閉動作は、干渉の有無に関わらずスムーズです。
B. 金型突き出しシステムの検査(低圧下)
1. 吐出動作を高速、中速、低速の3回に分けて異常現象がないか確認します。
2. 飛行機のエジェクターピンが突き出た後、緩んだり固着したりしませんか?
3. ベベルシンブルまたはシリンダには、緩みや回転を防止するための位置決めピンが取り付けられていますか。
4. 突き出し方式(エジェクタピンやエジェクタブロックの突き出し時に異音や震えがないか。
C. 金型リセットの検査
1. 金型を高速、中速、低速で 3 回リセットし、リセットできるかどうかを確認します。リセット後、斜めのエジェクター ピンの端面は金型の 0.1 mm 以下、または金型コアと面一になります。
2. エジェクタを突き出すときにエジェクタピンが列位置の動作を妨げないか、スライダが元の位置に戻るか。
3. 金型にはシンブルリセット装置が装備されています。
次に、接着剤のキャビティのバランスをテストします。
1. 継続的に資金を集めて 5 つの型をプレイし、その重さを量ります。
2. 各金型内の各製品の単体重量を記録します。
3. 射出量を減らし、3 つの型にサンプルの 20%、50%、90% を充填します。
4. 上記の各製品の重量を量り、記録します。
5. 製品の最大重量と最小重量の差が 2% 未満であれば、許容されます。一個取り金型の場合は射出バランス試験も必要です。
3. 最適な冷却時間の決め方
1. 射出成形 プロセス条件が適切である場合、製品が満たされた後、冷却時間を見積もり、より長い冷却時間を選択し、製品を完全に冷却し、3 つの金型を作成し、そのサイズを測定します。
2. 各冷却時間で射出される製品のサイズは、プラスチック部品が約 15 分間完全に冷却された後に測定する必要があります。
3. 製品の寸法安定性を考慮した最適な冷却時間を決定するための基準。
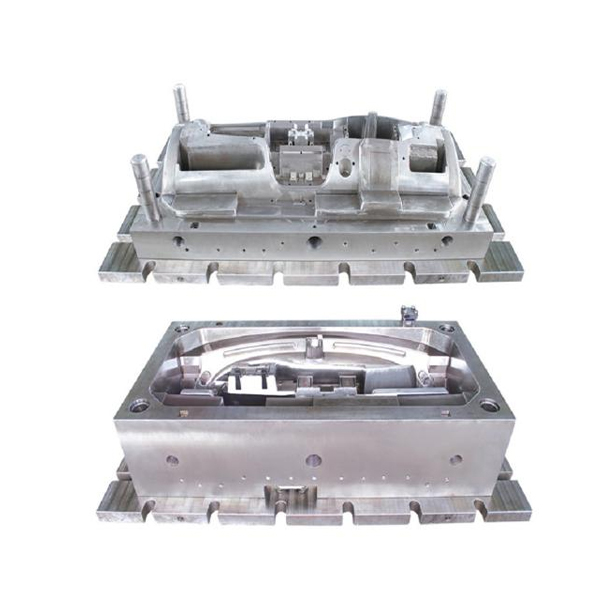
1.自動車バンパー金型は内部パーティングライン構造を採用しています。
2. 金型の形状にバリや溶接痕がありません。




.jpg "デイリーストレージバスケットモールド(大)")
.jpg "収納バスケットモールド(小)")





