
製品説明: 空冷金型の表面に高い光沢を持たせるために、従来の方法は金型温度機を使用して金型を加熱することですが、この方法の欠点は次のとおりです。 1.高光沢射出成形における急速加熱および急速冷却のニーズを満たすことができません。 2.温度上昇が小さく、製品表面のウェルドラインを減らすことはできますが、なくすことはできません。 3.塑性硬度が高いほど、流動性が悪くなります。したがって、このプロセスを使用した製品の表面の硬度はHB...
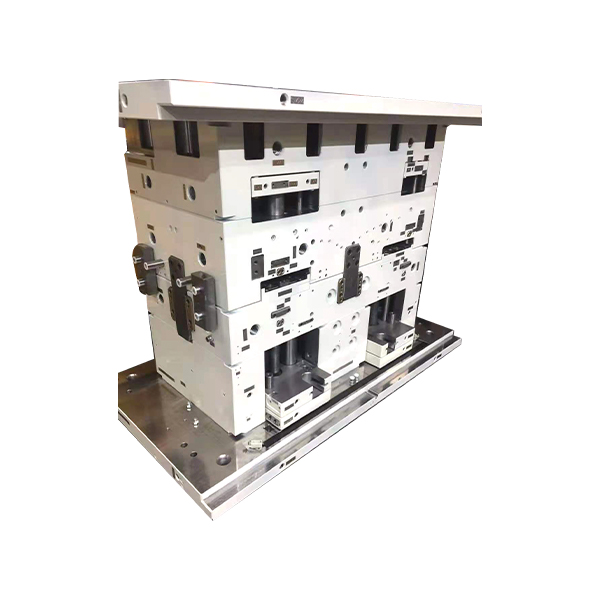


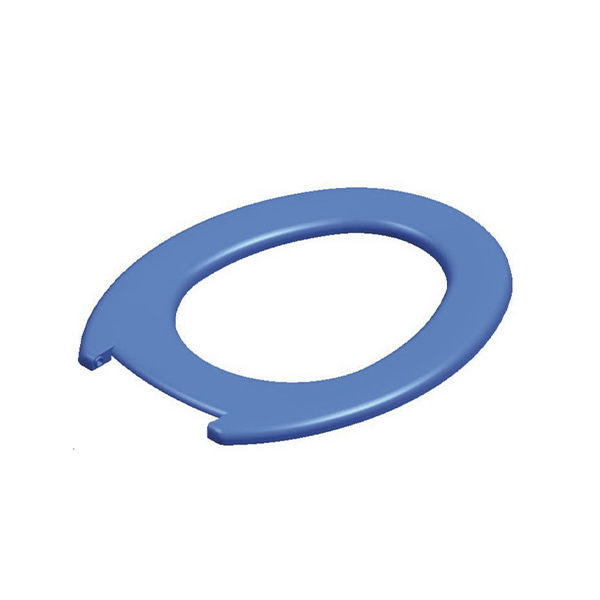
製品説明: ガスアシスト便座カバー金型の主な難しさは、ガスアシストプロセスと射出成形プロセスの組み合わせにあります。ガスアシストプロセスには、次の利点があります。 1)プラスチック原料を節約し、節約率は50%にもなる可能性があります。 2)便座リッド製品の生産サイクルタイムを短縮します。 3)射出成形機の型締圧力を最大60%まで下げます。 4)射出成形機の寿命を延ばします。 5)金型キャビティ内の圧力を下げ、便座金型の損失を減らし、金型の寿命を延ば...
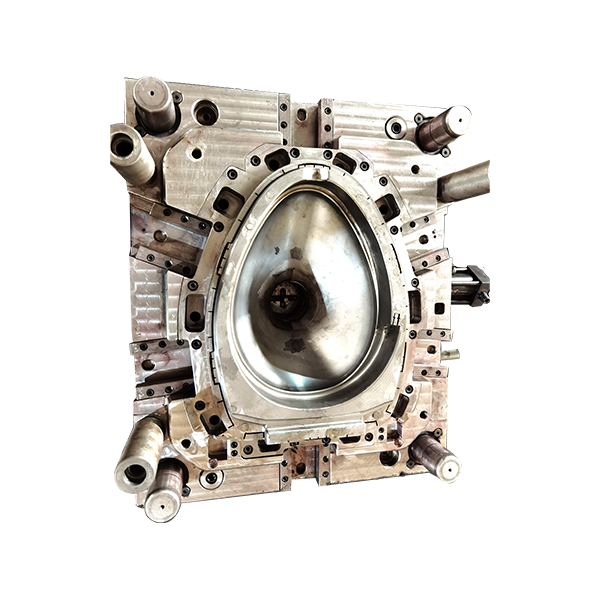

製品説明: ガスアシスト便座カバー金型の主な難しさは、ガスアシストプロセスと射出成形プロセスの組み合わせにあります。ガスアシストプロセスには、次の利点があります。 1)プラスチック原料を節約し、節約率は50%にもなる可能性があります。 2)便座リッド製品の生産サイクルタイムを短縮します。 3)射出成形機の型締圧力を最大60%まで下げます。 4)射出成形機の寿命を延ばします。 5)金型キャビティ内の圧力を下げ、便座金型の損失を減らし、金型の寿命を延ばします。 6)製品表面のヒケの問題を解決して解消します。 7)製造コス...

.jpg "便座型")
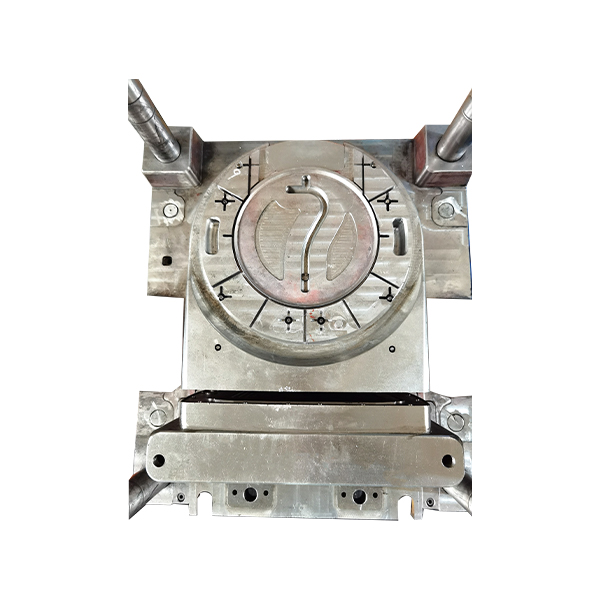
製品説明: ガスアシスト便座カバー金型の主な難しさは、ガスアシストプロセスと射出成形プロセスの組み合わせにあります。ガスアシストプロセスには、次の利点があります。 1)プラスチック原料を節約し、節約率は50%にもなる可能性があります。 2)便座リッド製品の生産サイクルタイムを短縮します。 3)射出成形機の型締圧力を最大60%まで下げます。 4)射出成形機の寿命を延ばします。 5)金型キャビティ内の圧力を下げ、便座金型の損失を減らし、金型の寿命を延ばします。 6)製品表面のヒケの問題を解決して解消します。 7)製造コス...
-1.jpg)

 英語
英語 スペイン語
スペイン語


